
18136197085 林总

热搜关键词:流体抛光机,磨粒流抛光设备,内孔抛光
磨粒流资讯
- 磨粒流体抛光机抛光教程,这光滑程度太··· 2026-07-06
- 磨粒流流体抛光机的基本原理和逻辑,终··· 2026-06-29
- 磨粒流抛光机实测参数与工艺全解析:告··· 2026-06-26
- 磨粒流体抛光机为何成为异形零件抛光去··· 2026-06-01
- 斯曼克全面释放技术红利,让利新老客户··· 2026-05-22
- 斯曼克品牌严正声明:坚决抵制冒充授权··· 2026-04-28
- 深度解析磨粒流流体抛光设备 2026-04-13
- 流体抛光去毛刺技术的专业解析 2026-04-11
- 流体全自动打磨抛光设备的工艺原理与高··· 2026-03-21
- 探秘去毛刺抛光机的核心优势与广泛应用 2026-03-02
联系我们
苏州总公司:
手机:+86-18136197085
电话:+86-512-36638987
传真:+86-512-36638997
邮箱:smkafm@163.com
地址:昆山市玉山镇晨丰西路30号
-

苏州斯曼克 | 致力于全方位为客户解决复杂性抛光去毛刺难题
信息标签: 2024-03-30
高品质 全球共享苏州斯曼克深耕于流体抛光机领域,致力于全方位为客户解决复杂性抛光去毛刺难题,拥有核心研发技术研发团队,秉承:专业,始终如一;专注,精益求精的理念。旗下水粒流抛光机,双向往复循环式流体抛光机,镜面喷砂机等系列产品远销海内外多个国家及地区,在精密陶瓷、汽车配件、医疗器械、航空航天、国防重工
-
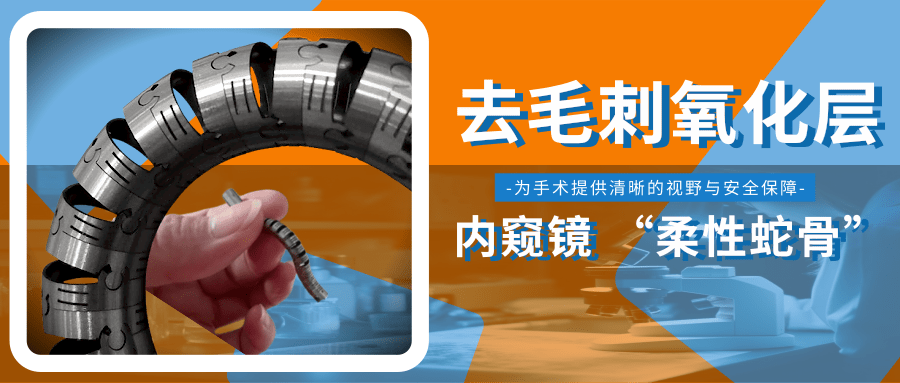
干货 | 内窥镜 “柔性蛇骨”去毛刺氧化层
信息标签: 2024-03-22
随着微创伤手术的快速发展,内窥镜已成为各类检查及治疗中必不可少的部分。传统可复用内窥镜在使用后经过清洗、消毒及灭菌处理等流程,一旦消杀不彻底,在复用时将存在交叉感染风险。于是,各种一次性内窥镜应运而生,凭借其低感染风险、低成本及操作简易等诸多优势,在医疗界备受认可并广泛使用
-

磨粒流去除铝合金孔内毛刺效果
信息标签: 2023-11-07
磨粒流去除铝合金孔内毛刺的效果非常好。这种工艺利用高速磨粒流喷射抛光来去除毛刺,可以有效地去除孔内、外形复杂和难以接触的毛刺,同时不会对工件表面造成损伤或改变其形状。此外,磨粒流加工具有高效率、自动化、环保等优点,可以在大批量生产中广泛应用。然而,磨粒流去除毛刺的效果也取决于毛刺的大小、形状、材料性
-

【技术前沿】斯曼克磨粒流:叶轮抛光领域的革新之星
信息标签: 2024-08-08
在精密制造领域,叶轮的表面光洁度是决定其性能和寿命的关键。斯曼克磨粒流技术,作为叶轮抛光领域的革新之星,正引领着从精细到极致的追求,让每一台设备都能发挥出最佳效能。3D打印的叶片表面往往存在微小的不平整和支撑结构的痕迹,这需要进一步的精加工才能达到所需的表面质量。斯曼克磨粒流技术抛光过程磨粒流抛光能够
-

磨粒流流体抛光自动化设备:新能源水冷机壳流道抛光的创新解决方案
信息标签: 2024-08-08
在新能源汽车的蓬勃发展中,水冷技术作为高效散热的关键,对于提升电池系统稳定性和延长车辆续航能力至关重要。然而,水冷机壳流道的制造精度直接影响到冷却效率,这就对流道表面的光洁度提出了极高的要求。传统的人工抛光或机械抛光方法难以满足这一挑战,而磨粒流流体抛光自动化设备应运而生,成为新能源水冷机壳流道抛光
-
斯曼克镜面喷砂工艺:赋予工件璀璨光辉的秘密武器
信息标签: 2024-07-16
当我们提到工业抛光,你是否首先想到了充满噪音、灰尘漫天的场景?然而,在斯曼克的世界里,这一切都变得不同。今天,就让我们一起走进斯曼克镜面喷砂工艺的神奇世界,见证它如何为工件带来焕然一新的改变!斯曼克镜面喷砂工艺简介斯曼克镜面喷砂设备通过喷射极细小的特殊弹性磨料至工件表面进行滑擦研磨,这种方法能够有效
-
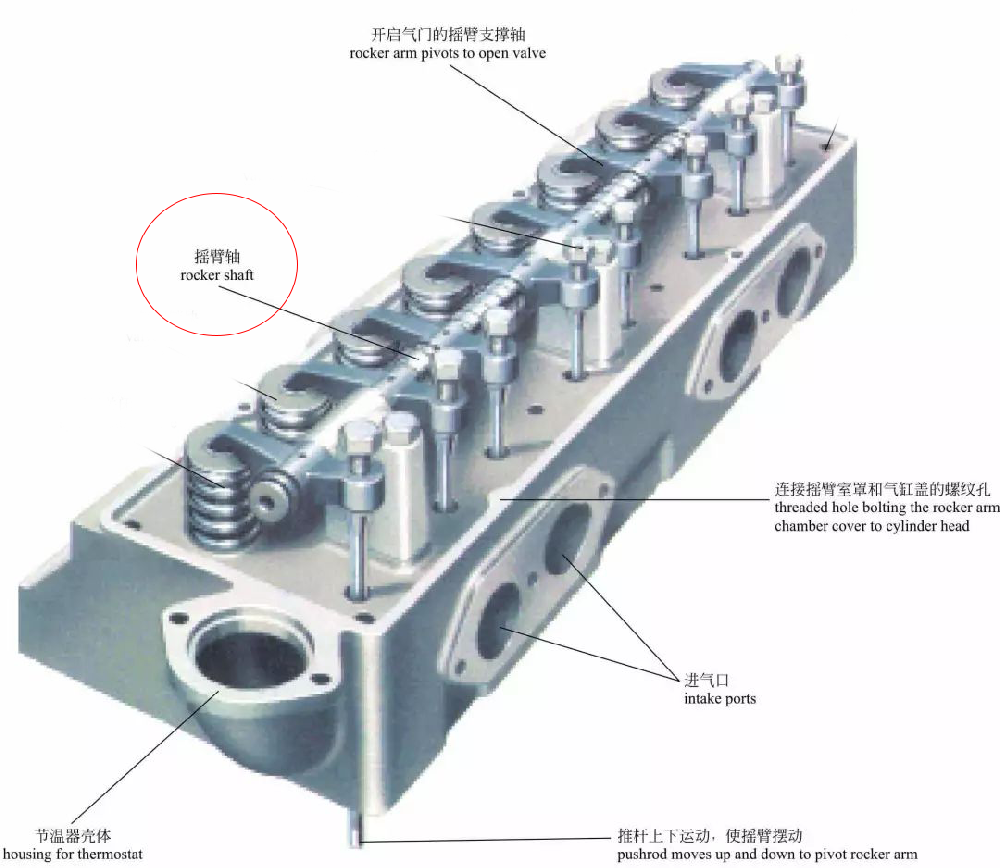
斯曼克磨粒流在摇臂轴抛光去毛刺中的应用
信息标签: 2024-06-20
摇臂轴在汽车发动机中的作用摇臂轴在汽车发动机中扮演着至关重要的角色:它是配气机构中的核心部件,负责按照发动机工作循环的要求,定时地开启和关闭进气门和排气门。具体来说,摇臂轴的一端由凸轮轴上的挺杆带动,另一端则压在气门杆上,与气门弹簧共同作用,控制气门的开启和关闭。这样的设计确保了发动机能够在合适的时
-
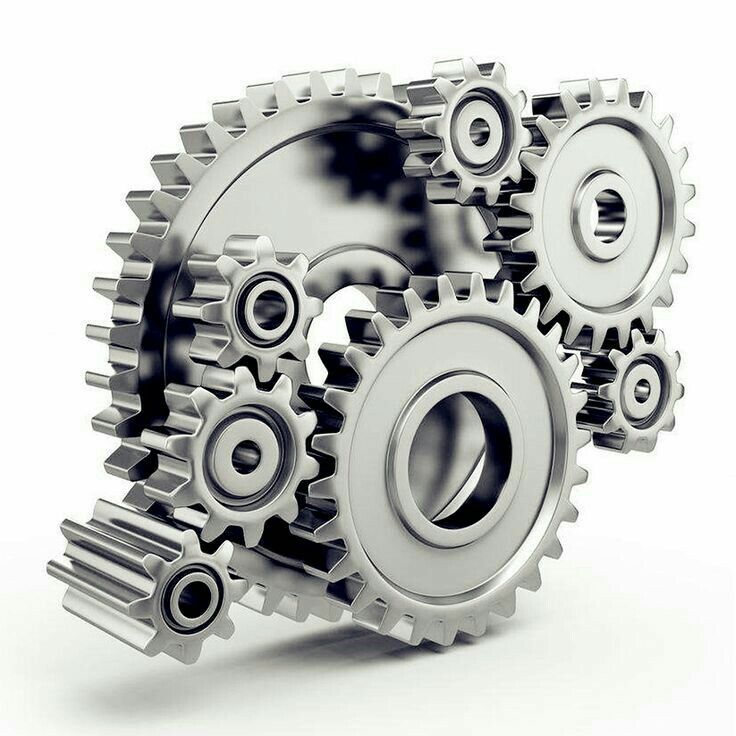
还在用人工进行齿轮抛光去毛刺吗?试试斯曼克磨粒流工艺吧!
信息标签: 2024-05-31
苏州斯曼克磨粒流设备有限公司齿轮与传动系统科普齿轮传动是近代机器中最常见的一种机械传动,是传递机器动力和运动的一种主要形式,是机械产品的重要基础零部件。齿轮传动的应用在机械设备中,为了获得较大的传动比、或变速和换向,常常要采用多对齿轮进行传动,如机床、汽车上使用的变速箱、差速器,工程上广泛应用的齿轮
-

铝挤出模具内孔如何抛光镜面效果斯曼克磨粒流为你解决
信息标签: 2023-11-16
铝挤出模具用途非常广泛,在汽车制造。航空航天、电子电器、建筑装饰等领域都有应用。铝挤出模具的功能主要是在挤压铝合金型材时,将铝合金坯料通过高压挤压成型,得到符合制品形状、尺寸、性能和精度要求的铝型材。在抛光前,铝挤出模具的表面可能存在一些不平整、粗糙或毛刺等缺陷,这些都会影响到挤压成型的
-
螺纹孔口有毛刺怎么用磨粒流抛光解决
信息标签: 2023-10-27
磨粒流抛光是一种有效的去毛刺方法,可以用于解决螺纹孔口有毛刺的问题。具体步骤如下: 1、准备好工件:将有毛刺的螺纹孔口工件装载到磨粒流加工设备中。 2、选择磨料:根据工件材质和去毛刺要求选择合适的磨料。 3、调整加工参数:根据实际情况调整磨粒流加工的参数,包括磨料类型、

