
18136197085 林总

热搜关键词:流体抛光机,磨粒流抛光设备,内孔抛光
磨粒流资讯
- 磨粒流体抛光机抛光教程,这光滑程度太··· 2026-07-06
- 磨粒流流体抛光机的基本原理和逻辑,终··· 2026-06-29
- 磨粒流抛光机实测参数与工艺全解析:告··· 2026-06-26
- 磨粒流体抛光机为何成为异形零件抛光去··· 2026-06-01
- 斯曼克全面释放技术红利,让利新老客户··· 2026-05-22
- 斯曼克品牌严正声明:坚决抵制冒充授权··· 2026-04-28
- 深度解析磨粒流流体抛光设备 2026-04-13
- 流体抛光去毛刺技术的专业解析 2026-04-11
- 流体全自动打磨抛光设备的工艺原理与高··· 2026-03-21
- 探秘去毛刺抛光机的核心优势与广泛应用 2026-03-02
联系我们
苏州总公司:
手机:+86-18136197085
电话:+86-512-36638987
传真:+86-512-36638997
邮箱:smkafm@163.com
地址:昆山市玉山镇晨丰西路30号
访问量 :
3875
编辑时间: 2022-11-23 08:59:49
磨粒流,内孔抛光
首先说明,中走丝割的模具内孔抛光,用磨粒流没办法抛光到镜面。但是如果中走丝割一修三以上,可以把粗糙度抛光到Ra0.4。
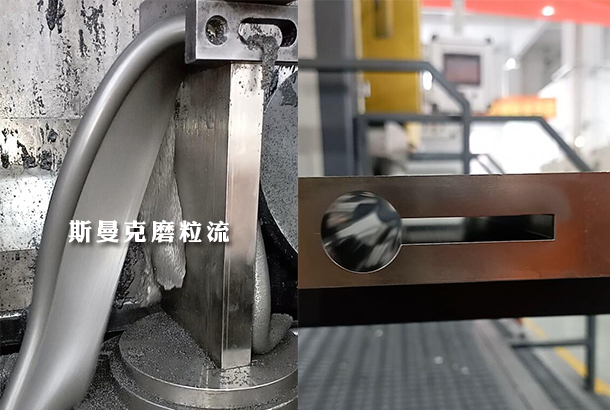
以上图模具为例,该模具是中走丝割一修四,中间是一个异型孔,深度是200mm,因为模具较大,所以不需要什么特别的工装,磨粒流抛光的时间为10分钟,。软性磨料从一端进入,从另一端挤出,这样可以保护一端刃口不会圆角。当然如果担心圆角问题,也可以先留余量,抛光后再磨一道。
中走丝割一修四后的粗糙度是在0.8左右,抛光后粗糙度是在0.4左右。虽然达不到镜面,但是对于某些对粗糙度要求不是那么高的模具来说够用了。如果对粗糙度和精度要求都比较高,肯定是用慢走丝,然后再用磨粒流抛光。因为道理很简单,抛光就意味着去除,中丝纹路和麻点更深,如果想要到镜面,那么去除的肯定会更多。
假设一个情况,如果不考虑公差和尺寸问题,就是用磨粒流一直抛,那么中走丝的内孔能抛光到镜面吗?那其实是可以的,先用粗磨料去除,将金属表面的粗糙度降低到0.6左右,然后再用细磨料精抛,最后达到0.2的粗糙度。但是这样的话,整个模具或是零件的尺寸去除,恐怕会有好几个丝,而且时间和成本也很高,不如直接慢走丝了。
所以,当我们使用中走丝来加工模具时,就不要想着太好的粗糙度了,或者说不要太好的精度。

